
 Here
are overall views of the machine shortly after it was installed. The big black
object on the back of the gantry is the Y axis servo motor.
Here
are overall views of the machine shortly after it was installed. The big black
object on the back of the gantry is the Y axis servo motor.
After seeing my plasma cutter you may have the impression that my work tends to be very rough and ready. To dispel this impression here are some pictures of a router I built for a local woodworker. The basic chassis was recycled from an old coordinate measuring machine. The original rails were replaced with hiwin ball rails. These are very good but also very expensive.
Here
are overall views of the machine shortly after it was installed. The big black
object on the back of the gantry is the Y axis servo motor.
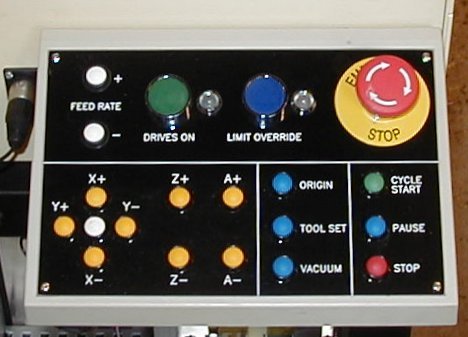 Here
is the manual control panel. Most of the buttons connect to the computer using
a USB IPac2 keyboard emulator from Ultimarc.
A number of the keys have dual functions. For instance the feed rate up/down
buttons adjust the jog rate when the machine is stationary and feed rate when
the machine is moving.
Here
is the manual control panel. Most of the buttons connect to the computer using
a USB IPac2 keyboard emulator from Ultimarc.
A number of the keys have dual functions. For instance the feed rate up/down
buttons adjust the jog rate when the machine is stationary and feed rate when
the machine is moving.
 To
simplify toolchanges the machine is fitted with an automatic toolsetter. The
toolsetter is placed on the work, directly under the cutter. The cutter
then moves down until it touches the toolsetter making electrical contact. As
the computer knows the thickness of the toolsetter it can work out exactly where
the top of the material is.
To
simplify toolchanges the machine is fitted with an automatic toolsetter. The
toolsetter is placed on the work, directly under the cutter. The cutter
then moves down until it touches the toolsetter making electrical contact. As
the computer knows the thickness of the toolsetter it can work out exactly where
the top of the material is.
 To
hold the work in place a vacuum bed is used. The bed of the machine consists
of a hollow aluminium box with a plastic facing on the top. The top is drilled
with a matrix of holes. A powerful Siemens vacuum pump creates the vacuum to
hold the work firmly in place. The two hoses going upwards are from the vacuum
bed. The black object connected to a short pipe on the left is a bypass valve.
If the bed is completely sealed the vacuum pump would generate a very high vacuum
and would overload. The bypass valve keeps the vacuum to safe levels. These
pumps generate a loud high pitched whistle so the output pipe is connected to
a car exhaust silencer(muffler). This was not in place when this photo was taken.
To
hold the work in place a vacuum bed is used. The bed of the machine consists
of a hollow aluminium box with a plastic facing on the top. The top is drilled
with a matrix of holes. A powerful Siemens vacuum pump creates the vacuum to
hold the work firmly in place. The two hoses going upwards are from the vacuum
bed. The black object connected to a short pipe on the left is a bypass valve.
If the bed is completely sealed the vacuum pump would generate a very high vacuum
and would overload. The bypass valve keeps the vacuum to safe levels. These
pumps generate a loud high pitched whistle so the output pipe is connected to
a car exhaust silencer(muffler). This was not in place when this photo was taken.
 Here
is a closeup of the Y and Z axes. The gantry is modified from the original coordinate
measuring machine. It was originally machined from a solid block of aluminium!
The Z axis is fabricated from 13mm thick aluminium sheet and is fitted with
a 2kW variable speed DeWalt router. Motion comes from a stepper motor. I had
intended to fit a brushless servo motor but due to a slight miscalculation it
wouldn't fit (oops). Dust extraction is taken care of with an aluminium
plate that can float up and down to follow the contours of the work. It is fitted
with a brush strip around the edge to contain the dust. There is a depth stop
to prevent the dust extraction from dragging on the work when the cutter lifts.
Here
is a closeup of the Y and Z axes. The gantry is modified from the original coordinate
measuring machine. It was originally machined from a solid block of aluminium!
The Z axis is fabricated from 13mm thick aluminium sheet and is fitted with
a 2kW variable speed DeWalt router. Motion comes from a stepper motor. I had
intended to fit a brushless servo motor but due to a slight miscalculation it
wouldn't fit (oops). Dust extraction is taken care of with an aluminium
plate that can float up and down to follow the contours of the work. It is fitted
with a brush strip around the edge to contain the dust. There is a depth stop
to prevent the dust extraction from dragging on the work when the cutter lifts.
 Here
is a closer view of the router and dust extraction. Sitting next to the router
is the A axis. This will be used for 'turning' with the router to create things
like fluted and barleytwist legs. The A axis bolts firmly to the table
and will be fitted with a standard chuck. There will also be a separate tailstock
that will also bolt to the table.
Here
is a closer view of the router and dust extraction. Sitting next to the router
is the A axis. This will be used for 'turning' with the router to create things
like fluted and barleytwist legs. The A axis bolts firmly to the table
and will be fitted with a standard chuck. There will also be a separate tailstock
that will also bolt to the table.
 Mains
and power supply circuitry is installed in a separate cabinet to the drives.
The power cabinet isn't as tidy as I would like. I should have made it bigger
to give myself more space. The top transformer is the power supply for the X
and Y servos. The middle transformer is the Z and A axis stepper supply and
the bottom transformer provides 12V and 24V for the logic and switching.
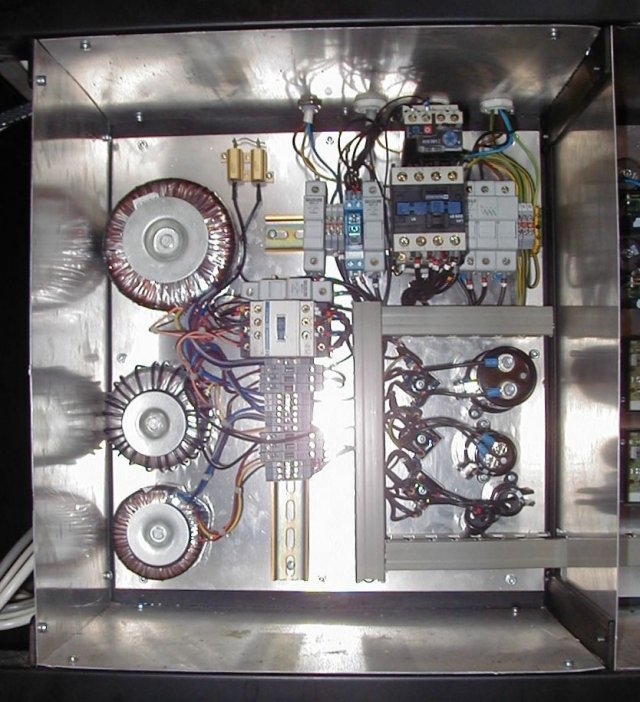
Mains
and power supply circuitry is installed in a separate cabinet to the drives.
The power cabinet isn't as tidy as I would like. I should have made it bigger
to give myself more space. The top transformer is the power supply for the X
and Y servos. The middle transformer is the Z and A axis stepper supply and
the bottom transformer provides 12V and 24V for the logic and switching.
 In
the drive cabinet the drives are on the left hand side. The top two are Rutex servo
drives. The round grey objects next to them are chokes. I used 'pancake' motors
for X and Y and they are very low inductance. The chokes increase the inductance
to safe levels. The X and Y drives are Protobyte Prodrive 2000 stepper drives.
When they first came out I was offered a very good deal on a batch of them.
Afterwards I found out that they are illegal copies of the well respected Gecko
G201 drives. To add insult to injury they don't perform nearly as well as Gecko
drives and are now more expensive as well!
In
the drive cabinet the drives are on the left hand side. The top two are Rutex servo
drives. The round grey objects next to them are chokes. I used 'pancake' motors
for X and Y and they are very low inductance. The chokes increase the inductance
to safe levels. The X and Y drives are Protobyte Prodrive 2000 stepper drives.
When they first came out I was offered a very good deal on a batch of them.
Afterwards I found out that they are illegal copies of the well respected Gecko
G201 drives. To add insult to injury they don't perform nearly as well as Gecko
drives and are now more expensive as well!
The circuit board on the bottom right is my own design breakout board. It buffers the computer signals and takes care of switching and emergency stop detection.