I chose to use stepper motors beacuse
they are simpler to set up and cheaper than servo motors for this
application. Stepper motors are a special type of motor that will move a
certain amount - one step - every time a controller sends out a pulse.
To move 10 steps the controller would send out 10 pulses. The most
common type of stepper motor has 200 steps per revolution.
You have to be careful when driving steppers as it is easy to drive them too hard and make them lose steps. If the motors lose steps then the cutter ends up somewhere other than where it should be - very bad news. One system that both reduces the likelihood of lost steps and effectively increases the number of steps per revolution is called microstepping. Microstepping uses a clever controller to break each step down into a number of smaller steps, called micro steps.
While browsing the web I found some Gecko G201 stepper drives on special offer. These drives have a well earned reputation for reliability and excellent customer support. They are 10 microstep drives so my 200 step steppers are now effectively 2000 steps per revolution. As I have plans to convert my milling machine to CNC I bought 3 even though the plasma only uses two.
To get the maximum speed out of steppers you need to drive them from a high voltage supply. In my case I acquired a 43V 500VA transformer. This gives me 63VDC once rectified and smoothed. It is oversized for the plasma but the milling machine will need the power.

This is a pic of the inside of the controller. At the bottom of the box on the right is the main transformer with 3x 47000uF smoothing capacitors. On the bottom at the left is the transformer that supplies the logic and relays.
In the middle are the main power relay and plasma relay. A the top are the three Gecko drives. They are incredibly small considering how much power they can handle.
There is a fan fitted on the top of the box but at the moment it is disconnected as the Gecko drives produce very little heat.
I should have bought a larger case as this one is a bit cramped. However I had this one already!
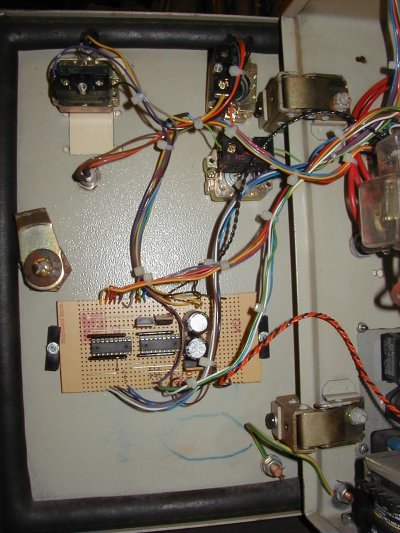
 Here is the back of the door, with the push button
switches and control logic.
Here is the back of the door, with the push button
switches and control logic.
 This
is the front of the control box with the enable, limit override and
emergency stop switches. The plasma cutter is not currently fitted with
limit switches so it is possible to stall the motors if you run one of
the axes into it's end stop. Steppers are not harmed by being stalled so
this is not a problem, though it does make some nasty noises!
This
is the front of the control box with the enable, limit override and
emergency stop switches. The plasma cutter is not currently fitted with
limit switches so it is possible to stall the motors if you run one of
the axes into it's end stop. Steppers are not harmed by being stalled so
this is not a problem, though it does make some nasty noises!
The plasma is controlled by a PC running a G-code step-and-direction controller program. For testing I used TurboCNC from DAK engineering. It is shareware but the trial version is free and fully functional. It runs in DOS mode on any PC from a 386 upwards. It can generate very fast pulse rates and will drive the plasma table at scary speeds. At one point I had a peak speed of about 50 metres/minute or about 3 seconds to get from one end of the table to the other. Don't stand in the way when it is moving this fast - it hurts. Of course I am not stupid enough to stand in the way.. ahem.
Unfortunately TurboCNC has two big disadvantages. One dosadvantage is that it will not run under Windows so you need to keep rebooting the computer every time you want to create a drawing. The other is that it uses a movement system known as exact stop. This means that the machine pauses slightly between each move. This can be a major problem if you are cutting a curve that has been broken int lots of short line segments by the cam software.
In the end I settled for Mach1 from Art Fenerty. It is more expensiive at $150 but is well worth the money. Mach1 is under continuous development and the customer support is amazing. There is a Yahoo mailing list dedicated to Arts's Windows based controller software.
Mach1 runs under Windows 2000 or XP and can use a control scheme called constant velocity. This system is always a couple of moves ahead of the actual cutter postion and calculates in advance exactly how fast a corner can be taken without overloading the motors. The result is much faster and smoother motion. If you are running at the limits of acceleration this scheme tends to round off corners but I have had no problems in practise.
You have to be careful when driving steppers as it is easy to drive them too hard and make them lose steps. If the motors lose steps then the cutter ends up somewhere other than where it should be - very bad news. One system that both reduces the likelihood of lost steps and effectively increases the number of steps per revolution is called microstepping. Microstepping uses a clever controller to break each step down into a number of smaller steps, called micro steps.
While browsing the web I found some Gecko G201 stepper drives on special offer. These drives have a well earned reputation for reliability and excellent customer support. They are 10 microstep drives so my 200 step steppers are now effectively 2000 steps per revolution. As I have plans to convert my milling machine to CNC I bought 3 even though the plasma only uses two.
To get the maximum speed out of steppers you need to drive them from a high voltage supply. In my case I acquired a 43V 500VA transformer. This gives me 63VDC once rectified and smoothed. It is oversized for the plasma but the milling machine will need the power.

This is a pic of the inside of the controller. At the bottom of the box on the right is the main transformer with 3x 47000uF smoothing capacitors. On the bottom at the left is the transformer that supplies the logic and relays.
In the middle are the main power relay and plasma relay. A the top are the three Gecko drives. They are incredibly small considering how much power they can handle.
There is a fan fitted on the top of the box but at the moment it is disconnected as the Gecko drives produce very little heat.
I should have bought a larger case as this one is a bit cramped. However I had this one already!
 Here is the back of the door, with the push button
switches and control logic.
Here is the back of the door, with the push button
switches and control logic. This
is the front of the control box with the enable, limit override and
emergency stop switches. The plasma cutter is not currently fitted with
limit switches so it is possible to stall the motors if you run one of
the axes into it's end stop. Steppers are not harmed by being stalled so
this is not a problem, though it does make some nasty noises!
This
is the front of the control box with the enable, limit override and
emergency stop switches. The plasma cutter is not currently fitted with
limit switches so it is possible to stall the motors if you run one of
the axes into it's end stop. Steppers are not harmed by being stalled so
this is not a problem, though it does make some nasty noises!The plasma is controlled by a PC running a G-code step-and-direction controller program. For testing I used TurboCNC from DAK engineering. It is shareware but the trial version is free and fully functional. It runs in DOS mode on any PC from a 386 upwards. It can generate very fast pulse rates and will drive the plasma table at scary speeds. At one point I had a peak speed of about 50 metres/minute or about 3 seconds to get from one end of the table to the other. Don't stand in the way when it is moving this fast - it hurts. Of course I am not stupid enough to stand in the way.. ahem.
Unfortunately TurboCNC has two big disadvantages. One dosadvantage is that it will not run under Windows so you need to keep rebooting the computer every time you want to create a drawing. The other is that it uses a movement system known as exact stop. This means that the machine pauses slightly between each move. This can be a major problem if you are cutting a curve that has been broken int lots of short line segments by the cam software.
In the end I settled for Mach1 from Art Fenerty. It is more expensiive at $150 but is well worth the money. Mach1 is under continuous development and the customer support is amazing. There is a Yahoo mailing list dedicated to Arts's Windows based controller software.
Mach1 runs under Windows 2000 or XP and can use a control scheme called constant velocity. This system is always a couple of moves ahead of the actual cutter postion and calculates in advance exactly how fast a corner can be taken without overloading the motors. The result is much faster and smoother motion. If you are running at the limits of acceleration this scheme tends to round off corners but I have had no problems in practise.