To move the axes some system is needed
to convert the rotary movement of the stepper to linear motion. There
are several methods of doing this:
Modern toothed belts are extremely strong and resistant to stretching. A good example is a car timing belt. In 30000 miles a car timing belt is still nearly as tight as the day it was fitted. Of course nothing is as easy as it initially looks. 16' long belts are hard to find. In the end I settled for 30mm wide HTD belts, approx 3m long for the X axis and 1.5m long for the Y axis. The belts were cut and extended with wire rope. At the far end of each axis the cable runs over a large aluminium pulley that can be adjusted to set the belt tension.
One problem with the wire rope system is that it tends to twist under load as the rope tries to unwind. This does not affect accuracy but it does not look very good.
 This is one of the joiners that connects the wire
rope to the toothed belt
This is one of the joiners that connects the wire
rope to the toothed belt
 The
Y axis motor mount showing the motor and bearing blocks to support the
toothed belt pulley.
The
Y axis motor mount showing the motor and bearing blocks to support the
toothed belt pulley.
 The
Y axis stepper motor mount and reduction belt drive
The
Y axis stepper motor mount and reduction belt drive
 This
is the Y axis idler pulley and tensioner. The X axis tensioner is very
similar.
This
is the Y axis idler pulley and tensioner. The X axis tensioner is very
similar.
Back
- Ball screws. These are very accurate, have very low backlash and
are ideal for CNC positioning systems. Unfortunately they are also very
expensive and difficult to protect from dust.
- Rack and pinion. These are a lot cheaper than ball screws and if
positioned carefully the dust just falls out of them. They are not
as accurate as ball screws but easily good enough for plasma work. They
are often used in commercial plasma cutters.
- Chain drive. Wrap a length of chain around a couple of sprockets and away you go... Chain drives do tend to wear and can need regular readjustment. It is also suprising how expensive 30' of chain can be!
- Belt drive. Like chain drive but using toothed belts.
Modern toothed belts are extremely strong and resistant to stretching. A good example is a car timing belt. In 30000 miles a car timing belt is still nearly as tight as the day it was fitted. Of course nothing is as easy as it initially looks. 16' long belts are hard to find. In the end I settled for 30mm wide HTD belts, approx 3m long for the X axis and 1.5m long for the Y axis. The belts were cut and extended with wire rope. At the far end of each axis the cable runs over a large aluminium pulley that can be adjusted to set the belt tension.
One problem with the wire rope system is that it tends to twist under load as the rope tries to unwind. This does not affect accuracy but it does not look very good.
 This is one of the joiners that connects the wire
rope to the toothed belt
This is one of the joiners that connects the wire
rope to the toothed belt The
Y axis motor mount showing the motor and bearing blocks to support the
toothed belt pulley.
The
Y axis motor mount showing the motor and bearing blocks to support the
toothed belt pulley.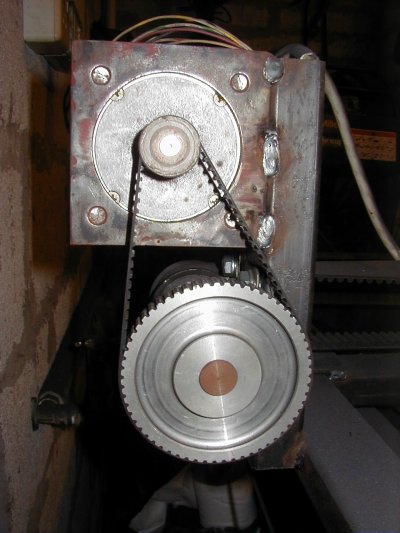 The
Y axis stepper motor mount and reduction belt drive
The
Y axis stepper motor mount and reduction belt drive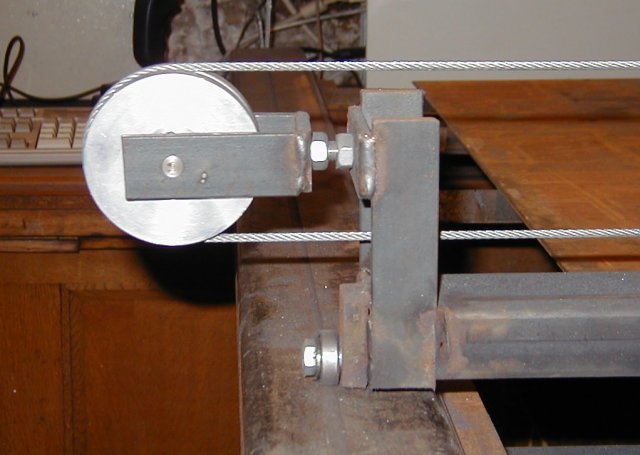 This
is the Y axis idler pulley and tensioner. The X axis tensioner is very
similar.
This
is the Y axis idler pulley and tensioner. The X axis tensioner is very
similar.Back